
 Yahoo Finance
Yahoo Finance Positive Feasibility Study Results for Lake Giles Iron Project

Figure 1.

Figure 2.

Figure 3.
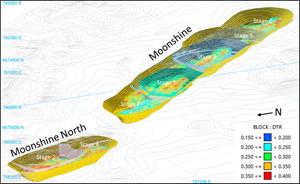
Figure 4.
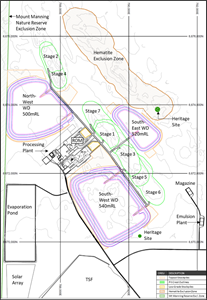
Figure 5.
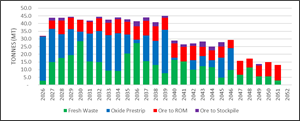
Figure 6.
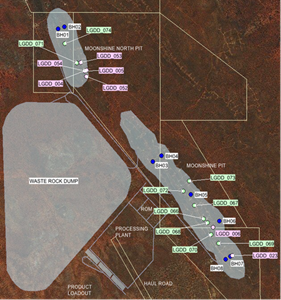
Figure 7.

Figure 8.
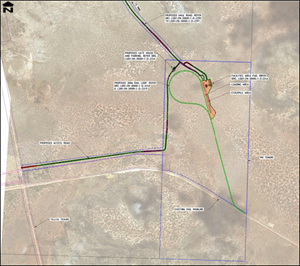
Figure 9.
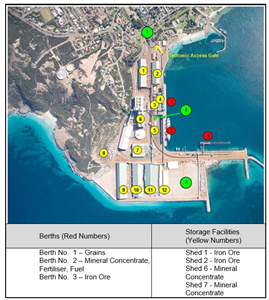
Figure 10.
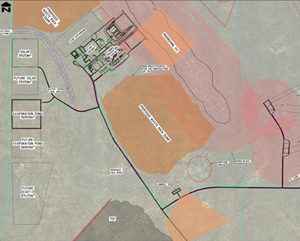
Figure 11.
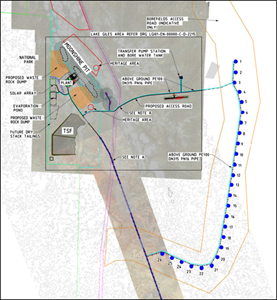
Figure 12.
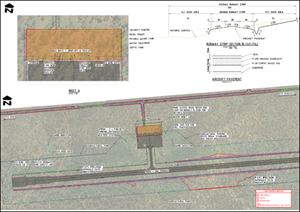
Figure 13.
VANCOUVER, British Columbia, March 21, 2022 (GLOBE NEWSWIRE) -- Macarthur Minerals Limited (ASX: MIO) (TSX-V: MMS) (OTCQB: MMSDF) (the Company or Macarthur) is pleased to advise that it has completed a Feasibility Study for the Company’s high grade magnetite Lake Giles Iron Project. The results confirm that the project is economically viable under long-term iron ore price forecasts.
The Feasibility Study confirms an economically viable project producing 3 million tonnes per annum (dry basis) of high-grade magnetite concentrate over a 25-year mine life. The project will leverage off access to existing regional rail and port infrastructure and deliver a premium concentrate (66% Fe) product with low impurities. The Feasibility Study underpins a maiden Mineral Reserve of 237 million tonnes as reported to the market on 15 March 2022. (See announcement here). The Feasibility Study NI43-101 Technical Report will be released to the market within 45 days of the maiden Mineral Reserves announcement.
The Company will now proceed with post study optimization work, project development approvals and advancing project finance.
HIGHLIGHTS
|
The Feasibility Study developed the following optimised ‘go-forward’ project scope and design. These components are presented in greater detail in the Annexure of this release.
Scope | Description |
Geology | Banded Iron Formation (BIF) magnetite mineralisation comprising Mineral Resources classified as Measured - 53.9 Mt, Indicated - 218.7 Mt, and Inferred - 449.1 Mt, reported above a 15% DTR cut-off grade. |
Mining | Open pit mining of Measured and Indicated Mineral Resources of the Moonshine and Moonshine North magnetite deposits. Mining rate approximately 9.68 Mtpa ore at an average LOM strip ratio of 2.6:1. Nine-month pre-strip stage with production over approximately 25 years. |
Metallurgy and Process Plant | Definition of a flow sheet comprising conventional crushing and grinding (HPGR, ball mill and Vertimill), magnetic separation, followed by reverse flotation to reduce silica in the final concentrate. Concentrate production of 3 Mtpa (dry basis) with a size range of P80 38 micron. |
Road Haulage | Road haulage by contract operator utilising side tipping trucks from site to a rail siding 93km south of the Project, along a private sealed haul road. |
Rail Haulage | Rail siding to be constructed south of the Project adjacent to the open access Eastern Goldfields Railway. Rail haulage to be undertaken by contractor responsible for provision of rolling stock. |
Port & Shipping | Concentrate to be shipped from the Esperance Port in southern Western Australia using cape class vessels. Base case assumes Port operations will be managed by the Southern Ports Authority via the existing iron ore rail unloading circuit and ship loader. A new concentrate storage shed is to be constructed to hold approximately 260kt of product. Product is sold on a FOB basis with the offtake partner responsible for shipping. |
Power | Stationary power demand of approximately 40MW from a standalone microgrid comprising a combination of LNG gas reciprocating engines, solar array and battery energy storage system (BESS) with renewable penetration of 33%. |
Water | Project water to be sourced from local paleochannel aquifer. Processing to be conducted with saline bore water with final concentrate wash in desalinated water to remove chloride and alkali metals. |
Tailings | Mineral processing will include a coarse dry stream to be co-located with mine waste and wet tailings to be pumped to a tailings storage facility. Water is to be recovered from tailings and pumped back for processing use. |
Support Facilities | Supporting site infrastructure includes a permanent accommodation village and airstrip for FIFO workforce. |
Mine Closure and Rehabilitation | Mine closure has been costed for incremental closure of mining areas with final closure and remediation of non-project areas at the end of the mine |
The Feasibility Study confirms the commercial viability of the Project to produce 3 Mtpa (dry basis) of high-grade magnetite concentrate over a long mine life of 25 years from Proven and Probable Mineral Reserves. The key production and financial outcomes are presented in the following table.
Production | ||
Ore mined | 236.6 Mt | |
Waste mined | 624.9 Mt | |
Total mined | 861.5 Mt | |
Strip ratio | 2.64 | |
Concentrate produced | 74 Mt | |
Concentrate iron grade | 66.1 | |
Plant recovery | 31% | |
Financials | AUDm | USDm |
Sales revenue | 12,614 | 8,956 |
Operating Expenses | 8,116 | 5,672 |
Initial Capital Expenditure | ||
Construction capex | 801.1 | 568.8 |
Mining overburden pre-strip | 61.6 | 43.8 |
Total initial capital | 862.7 | 612.5 |
Future Capital Expenditure | ||
Sustaining capital | 203 | 144.1 |
Deferred capital - Tailings | 39.8 | 28.3 |
Capitalised non-operational waste mining | 355.7 | 252.5 |
Total future capital | 598.0 | 424.6 |
Closure Expenditure | ||
Closure and rehabilitation | 58.2 | 41.3 |
Total Operating Cash Flows | 3,625 | 2574 |
Taxes & Royalties | ||
Tax paid | 873 | 620 |
Royalties | 631 | 435 |
Valuation | AUDm | USDm |
NPV (6%) Pre-tax | 816 | 579 |
NPV (6%) Post-tax | 443 | 314 |
IRR Pre-tax | 13.0% | - |
IRR Post-tax | 10.1% | - |
A detailed summary of the Lake Giles Iron Project Feasibility Study is set out in the Annexure to this release.
Andrew Bruton, CEO of Macarthur Minerals commented:
“Macarthur is pleased to be able to provide the market with a summary of the key outputs from the Feasibility Study for the Lake Giles Iron Project. The Feasibility Study has been undertaken and successfully concluded amidst the challenges of Covid-19 impacts, and these results confirm that the Lake Giles Iron Project is economically viable under long-term iron ore price forecasts.
The Company will now proceed with post study optimization work, project development approvals and advancing project finance.”
On behalf of the Board of Directors, Mr Cameron McCall, Chairman
For more information please contact:
Joe Phillips | ||
Investor Relations – Australia | Investor Relations - Canada |
Competent / Qualified Person Statement
Mineral Resources:
The Mineral Resources for the Lake Giles Iron Project disclosed in this press release have been estimated by Mr. David Williams, BSc (Hons), a member of the Australian Institute of Geoscientists. Mr Williams, an employee of CSA Global Pty Ltd and Independent Qualified Person, has reviewed and approved the above technical information relating to the Mineral Resource estimates contained in this release, in the form and context in which it appears.
Mineral Reserves:
The information in this report relating to Mineral Reserves is based on information compiled by Stephen Craig, a Fellow of the Australasian Institute of Mining and Metallurgy. Mr Craig is a full-time employee of Orelogy Consulting Pty Ltd. Mr. Craig has sufficient experience that is relevant to the style of mineralisation and type of deposit under consideration and to the activity being undertaken to qualify as an independent Qualified Person as defined by NI43-101. Mr Craig consents to the inclusion in the report of the matters based on their information in the form and context in which it appears.
Company profile
Macarthur is an iron ore development, and lithium exploration company that is focused on bringing to production its Western Australia iron ore projects. The Lake Giles Iron Project mineral resources include the Ularring hematite resource (approved for development) comprising Indicated resources of 54.5 million tonnes at 47.2% Fe and Inferred resources of 26 million tonnes at 45.4% Fe; and the Lake Giles magnetite resource of 53.9 million tonnes (Measured), 218.7 million tonnes (Indicated) and 997 million tonnes (Inferred). Macarthur also holds 24 square kilometre tenement area iron exploration interests in the Pilbara region of Western Australia. In addition, Macarthur has lithium brine Claims in the emerging Railroad Valley region in Nevada, USA.
Forward Looking Statements
Certain of the statements made and information contained in this press release may constitute forward-looking information and forward-looking statements (collectively, “forward-looking statements”) within the meaning of applicable securities laws. All statements herein, other than statements of historical fact, that address activities, events or developments that the Company believes, expects or anticipates will or may occur in the future, including but not limited to statements regarding expected completion of the Feasibility Study; conversion of Mineral Resources to Mineral Reserves or the eventual mining of the Project, are forward-looking statements. The forward-looking statements in this press release reflect the current expectations, assumptions or beliefs of the Company based upon information currently available to the Company. Although the Company believes the expectations expressed in such forward-looking statements are based on reasonable assumptions, such statements are not guarantees of future performance and no assurance can be given that these expectations will prove to be correct as actual results or developments may differ materially from those projected in the forward-looking statements. Factors that could cause actual results to differ materially from those in forward-looking statements include but are not limited to: unforeseen technology changes that results in a reduction in iron or magnetite demand or substitution by other metals or materials; the discovery of new large low cost deposits of iron magnetite; the general level of global economic activity; failure to complete the FS; inability to demonstrate economic viability of Mineral Resources; and failure to obtain mining approvals. Readers are cautioned not to place undue reliance on forward-looking statements due to the inherent uncertainty thereof. Such statements relate to future events and expectations and, as such, involve known and unknown risks and uncertainties. The forward-looking statements contained in this press release are made as of the date of this press release and except as may otherwise be required pursuant to applicable laws, the Company does not assume any obligation to update or revise these forward-looking statements, whether as a result of new information, future events or otherwise.
Cautionary Statement
The Feasibility Study referred to in this press release is based on technical and economic assessments to support the estimation of Mineral Reserves. There is no assurance that the intended development referred to will proceed as described, and will rely on access to future funding to implement. Whilst the Company believes that it has reasonable grounds based upon the results of the Feasibility Study to secure the required funding, at this stage there is no guarantee that funding will be available, and investors are to be aware of any potential dilution of existing issued capital. It is possible that Macarthur could pursue other ‘value realisation’ strategies such as a partial sale or joint venture of the project. If it does, then this could reduce dilutionary impacts for existing shareholders and improve the Company’s overall prospects for project funding. The production targets and forward-looking statements referred to are based on information available to the Company at the time of release, and should not be solely relied upon by investors when making investment decisions. The Company cautions that mining and exploration are high risk, and subject to change based on new information or interpretation, commodity prices or foreign exchange rates. Actual results may differ materially from the results or production targets contained in this release. Further evaluation is required prior to a decision to conduct mining being made. The estimated Mineral Resources quoted in this release have been prepared by Competent Persons as required under the JORC Code (2012). Material assumptions and other important information are contained in this release.
This news release is not for distribution to United States services or for dissemination in the United States
ANNEXURE: Lake Giles Iron Project Feasibility Study Summary
1. Project Overview
The Lake Giles Iron Project (“Project”) is located approximately 175 km northwest of the town of Kalgoorlie in the state of Western Australia. The Project is owned by Macarthur Iron Ore Pty Ltd (MIO), a 100% owned subsidiary of Macarthur Minerals Limited (“Macarthur” or “the Company”).
The Project consists of a series of banded iron formation (BIF) hematite and magnetite prospects with mineral resources of the magnetite mineralisation defined for the Snark, Clark Hill North, Clark Hill South, Sandalwood and Moonshine deposits, previously reported in 2020 (CSA Global, 2020).
This scope of the Feasibility Study concerns the development of the Moonshine North and Moonshine magnetite deposits. Feasibility study level engineering was completed across all areas of the Project’s required infrastructure in addition to investigation of existing regional infrastructure to be utilised. Associated capital and operating costs were generated to develop a financial model and define a maiden Mineral Reserve estimate.
2. Company Background
Macarthur is an Australian public company listed on the Toronto Stock Exchange (TSX-V: MMS) and the Australian Securities Exchange (ASX: MIO) and commenced exploration in 2006 for magnetite iron resources and subsequently hematite iron resources on its Lake Giles tenements in Western Australia.
In 2020, the Company reported an updated Mineral Resource estimate (CSA Global, 2020) that underpins this Feasibility Study focussing on development of the Moonshine and Moonshine North magnetite deposits.
3. Project Location
The Lake Giles Iron Project is located approximately 450 km east-northeast from the coastal city of Perth and 175 km northwest from the historic gold mining town of Kalgoorlie-Boulder, in the state of Western Australia (Figure 1).
Unless otherwise stated, all coordinates referenced in this document are in Geocentric Datum of Australia (GDA 94, Zone 50). The Project tenements are centred at approximately 788,000 mE and 6,687,000 mN.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/78956666-c4d9-4fdf-8d9e-bc0161c35057
4. Geology
Regional Geology
Macarthur’s tenements cover a portion of the Yerilgee Greenstone Belt which is over 80 km in length and up to 10 km wide and lies within the Southern Cross Province of the Yilgarn Craton. The Yilgarn Craton consists of multiple lenticular greenstone belts surrounded by variably foliated gneissic granitoids.
The greenstone belts consist of metamorphosed ultramafic, mafic and sediments, including BIF which are Archean in age and are commonly intruded by mafic, intermediate and granitic rocks.
Local Geology
The parts of the north-northwest trending Yerilgee greenstone belt covered by the Project tenements comprise a layered succession of Archean rocks. At the interpreted base of the succession is a sequence of high-magnesium basalt flows more than 1 km thick overlain by komatiitic ultramafic volcanic rocks with narrow interflow BIFs and in some cases, other sedimentary rocks. High-magnesium basalt lavas with occasional interflow BIFs overlain, possibly unconformably, by sedimentary rocks (cherty, silicified, pyritic and graphitic) are interpreted to form the top of this sequence. In places, gabbroic sills interpreted to be co-magmatic with the upper high-magnesium basalts, have been intruded into the lower mafic and ultramafic lavas. The elongated lens shaped Yerilgee belt is bounded by major north-northwest trending fault/shear zones. The iron ore mineralisation consists of secondary pisolite mineralization, primary magnetite mineralization associated with un-oxidized BIF and ultramafic rocks, and goethite-hematite mineralization associated with oxidized BIF. (Figure 2)
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/95dfdf4f-d13e-458a-b0b2-63aaebe4a31f
5. Mineral Resources
The Mineral Resource estimate was completed by CSA Global Pty Ltd (CSA Global) and previously reported to the market on 11 August 2020. Mineral Resources for the Moonshine and Moonshine North deposits are presented in Table 1.
Table 1. Mineral Resources – Lake Giles Iron Project, Moonshine and Moonshine North, DTR >15%
Category | Tonnes | Head Grades (%) | Concentrate Grades (%) | |||||||||
Fe | P | SiO2 | AI2O3 | LOI | DTR | Fe | P | SiO2 | AI2O3 | LOI | ||
Measured | 53.9 | 30.8 | 0.05 | 45.4 | 1.6 | 2.7 | 32.2 | 66.0 | 0.031 | 6.2 | 0.2 | -0.7 |
Indicated | 218.7 | 27.5 | 0.046 | 51.1 | 1.4 | 1.6 | 31.0 | 66.1 | 0.017 | 6.7 | 0.1 | -0.1 |
Subtotal | 272.5 | 28.1 | 0.047 | 50.0 | 1.4 | 1.8 | 31.2 | 66.1 | 0.02 | 6.6 | 0.2 | -0.2 |
Inferred | 449.1 | 27.1 | 0.047 | 52.6 | 1.0 | 1.4 | 29.2 | 65.0 | 0.026 | 8.4 | 0.1 | 0 |
Notes
Figures contained within the above Table have been rounded.
Resource estimates are based on block models constructed using three dimensional geological wireframes.
Mineral Resources are reported from the block models above a DTR cut-off grade of 15%.
Mineral Resources are not Mineral Reserves and do not have demonstrated economic viability.
All Mineral Resources are reported on a dry-tonnage basis.
Mineral Resources are reported inclusive of the Mineral Reserve.
6. Mineral Reserves
The Mineral Reserve estimate was prepared by Orelogy Consulting Pty Ltd (Orelogy) based on the diluted resource block model. The Mineral Reserve for the Lake Giles Iron ore Project is estimated at 237 Mt at an average grade of 28.2% Fe and DTR of 31.3%, as presented in Table 2. The Mineral Reserves have been disclosed to the market on 15 March 2022.
Table 2. Mineral Reserves – Lake Giles Iron Project, Moonshine and Moonshine North, DTR >15%
Category | Tonnes | Head Grades (%) | Concentrate Grades (%) | |||||||||
Fe | SiO2 | AI2O3 | P | LOI | DTR | Fe | SiO2 | AI2O3 | P | LOI | ||
Moonshine | ||||||||||||
Proven | 34.2 | 28.1 | 51.6 | 1.2 | 0.04 | 1.7 | 30.5 | 65.9 | 6.8 | 0.2 | 0.02 | -0.6 |
Probable | 166.4 | 27.2 | 51.9 | 1.4 | 0.05 | 1.4 | 30.7 | 66.6 | 6.2 | 0.1 | 0.02 | 0.0 |
Sub-total | 200.6 | 27.4 | 51.9 | 1.4 | 0.04 | 1.4 | 30.6 | 66.5 | 6.3 | 0.1 | 0.02 | -0.1 |
Moonshine Nth | ||||||||||||
Proven | 17.8 | 35.4 | 35.4 | 2.2 | 0.06 | 4.2 | 34.3 | 66.5 | 5.0 | 0.3 | 0.03 | -0.9 |
Probable | 18.2 | 30.4 | 44.7 | 1.3 | 0.05 | 2.9 | 35.9 | 63.2 | 9.4 | 0.2 | 0.04 | -0.3 |
Sub-total | 36.0 | 32.9 | 40.1 | 1.7 | 0.05 | 3.5 | 35.1 | 64.8 | 7.3 | 0.3 | 0.05 | -0.6 |
Combined | ||||||||||||
Proven | 51.9 | 30.6 | 46.0 | 1.5 | 0.05 | 2.6 | 31.8 | 66.1 | 6.1 | 0.2 | 0.03 | -0.7 |
Probable | 184.7 | 27.6 | 51.2 | 1.4 | 0.05 | 1.5 | 31.2 | 66.2 | 6.6 | 0.1 | 0.02 | -0.1 |
TOTAL | 236.6 | 28.2 | 50.1 | 1.4 | 0.05 | 1.8 | 31.3 | 66.2 | 6.5 | 0.1 | 0.02 | -0.2 |
Notes
The Mineral Reserves in Table 2 were reported in accordance with JORC Code 2012 and Canadian Institute of Mining, Metallurgy and Petroleum “CIM Definition Standards for Mineral Resources and Mineral Reserves” (CIM, 2014).
The Mineral Reserves was evaluated using a 62% Fe benchmark price of USD100/dmt with a 20% premium for 65% Fe and concomitant Fe concentrate grade bonus.
Mineral Reserves are based on a Feasibility Study utilising Mineral Resources from Moonshine and Moonshine North deposits.
Mineral Reserves account for mining dilution and mining ore loss.
A Davis Tube Mass Recovery (DTR MR) cut-off grade of 15% was applied prior to scheduling for 2022 reserves estimate.
Proven Mineral Reserves are based on Measured Mineral Resources only and Probable Mineral Reserves are based on Indicated Mineral Resources only.
Mineral Reserves are reported on a Dry Tonnage Basis.
Mineral Reserves are a part of Mineral Resources.
The sum of individual amounts may not equal due to rounding.
7. Mining
Mining Method
The Moonshine and Moonshine North pits will be mined using conventional open pit mining methods based on 350-400 t class hydraulic excavators loading 180 t class rear dump trucks. The operation is proposed using experienced mining contractors with Macarthur (the Owner) maintaining orebody definition, quality control and medium to long term mine planning functions and management. The mining services include:
Supply of personnel, equipment and mining infrastructure required for the mining services excluding diesel fuel which is to be supplied by the Owner.
Mobilisation of buildings, equipment, and personnel.
Clearing and stripping of suitable material from all disturbed areas into discrete stockpiles.
Construction of haul roads and light vehicle service roads in the mine area and ongoing maintenance of haulroads.
Construction of the Run-of-Mine (ROM) pad and skyway using bulk waste.
Grade control drilling.
Drilling and blasting of ore and waste on 10 m benches.
Load and Haul utilising 350-400 t class excavators and 180 t class haul trucks mining on 5 m high flitches.
Hauling waste to external waste dumps.
Hauling ore to the ROM pad where it will be direct fed to the crusher ore placed onto a finger from skyway of stockpile adjacent to the ROM pad.
Rehandle of ore from ROM fingers or adjacent stockpiles.
Ongoing pit dewatering from in-pit sumps.
Rehabilitation of waste dumps and roads.
Pit Optimisation
The open pit optimisation process undertaken for the study has the following key assumptions on the constraints and parameters utilised:
Only material classified as Measured and Indicated in the Mineral Resource model were considered as potential ore during the optimisation process.
Mining dilution (averaging 2.0%) and mining recovery (averaging 97.5%) were modelled in the blockmodel.
Waste mining costs were applied in the mining model based on unit rates averaging A$2.54/dmt.
A net concentrate product price of A$145.50 (after deducting 5% government royalty).
Ore processing rate of 9.68 Mt/year at a cost of A$13.45/dmt.
Ore handling costs of A$2.99/dmt were added for additional ore mining cost, grade control, ore feed and reclaim from stockpile using Contractor unit rates.
Annual fixed mining overheads for the Owners team were applied as a unit rate of A$1.26/t to the ore tonnes processed.
Logistics costs of A$29.64/dmt for road, rail and port charges were supplied by MIO.
Overall pit slope angles of 27-33o in oxide and 27-41o in Fresh rock were based on geotechnical recommendations by Pells, Sullivan & Meynink.
Shell 20 with a revenue factor of 0.88 and a mine life of 20 years was selected as the basis for design. This shell captured 99% of the value within a pit containing 93% of the ore and 89% of the waste (when compared to the revenue factor 1.0 shell).
Mine Design
The design process provides a practical solution to the Whittle shells by adding an arrangement of benches, berms, roads and ramp systems. Dual lane ramps of 29 m and 10% gradient were designed to accommodate Caterpillar 798D trucks.
The final pit design comprises two separate pits with a total of seven internal stages. An overview of the final pit showing internal stages is presented in Figure 3.
Moonshine North pit is approximately 1,450 m long, 500 m wide and 225 m deep and Moonshine is approximately 3.7 km long, 700 m wide and 250 m deep. Each stage has a separate ramp system that exits on the west side to provide short hauls to waste dumps and ROM pad. The design process captured 0.9 % additional ore and added 6.6% additional waste than defined by the Whittle shell.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/39d3a7f1-8308-47f6-8c37-51e3c7a52051
The final pits contain a total of 236.6 Mt at an average grade of 28.2% Fe and 31.3% DTR reported above a cut-off grade of 15% DTR. The total tonnage to be mined is estimated at 861.5 Mt at a strip ratio of 2.6:1. The Moonshine pits contains 85% of the magnetite ore with a lower strip ratio at 2.4:1 compared to the smaller Moonshine North pit which has a strip ratio of 3.8:1. The inventory by stage is presented in Table 3.
Mineral Reserves represent 87% of the Measured and Indicated mineral resources. The production target of the Feasibility Study is underpinned by 22% of Proven and 78% of Probable Mineral Reserves. No inferred resources have been incorporated into the Mineral Reserve or production target.
Table 3. Moonshine and Moonshine North Pit Inventories reported by stage
Stage | Ore | Grades | Waste | Total | S/R | ||||||
Mt | Fe % | SiO2% | Al2O3% | P % | S % | LOI % | DTR % | Mt | Mt | W:O | |
1 | 22.4 | 28.3 | 50.5 | 1.5 | 0.05 | 1.2 | 1.2 | 31.2 | 53.8 | 76.2 | 2.4 |
3 | 22.2 | 27.8 | 51.6 | 1.2 | 0.05 | 0.9 | 1.4 | 31.2 | 65.3 | 87.5 | 2.9 |
5 | 69.9 | 27.3 | 51.9 | 1.3 | 0.05 | 1.0 | 1.4 | 30.7 | 154.0 | 223.8 | 2.2 |
6 | 55.9 | 27.4 | 52.1 | 1.3 | 0.05 | 0.9 | 1.4 | 31.1 | 135.3 | 191.3 | 2.4 |
7 | 30.2 | 26.7 | 52.7 | 1.8 | 0.04 | 1.1 | 1.7 | 28.5 | 79.1 | 109.2 | 2.6 |
Moonshine | 200.6 | 27.4 | 51.9 | 1.4 | 0.05 | 1.0 | 1.4 | 30.6 | 487.5 | 688.0 | 2.4 |
2 | 6.4 | 31.8 | 43.8 | 1.3 | 0.05 | 1.3 | 3.0 | 35.0 | 52.1 | 58.5 | 8.2 |
4 | 29.6 | 33.1 | 39.3 | 1.8 | 0.06 | 1.5 | 3.7 | 35.1 | 85.4 | 115.0 | 2.9 |
Moonshine Nth | 36.0 | 32.9 | 40.1 | 1.7 | 0.05 | 1.4 | 3.5 | 35.1 | 137.5 | 173.5 | 3.8 |
TOTAL | 236.6 | 28.2 | 50.1 | 1.4 | 0.05 | 1.1 | 1.8 | 31.3 | 624.9 | 861.5 | 2.6 |
The blending strategy to manage silica levels reporting through to the concentrate requires stockpiling on long-term stockpiles. All material above a DTR cut-off of 29% was categorised as primary ore feed. The material below 29% and greater than 15% DTR was split into low and high silica categories as follows:
Low Silica stockpile: SiO2 in concentrate < 6.7%; and
High Silica stockpile: SiO2 in concentrate >= 6.7%
Primary feed ore will be hauled to the ROM pad and direct tipped into one of two crusher pockets or placed on temporary finger stockpiles from a skyway for later rehandle using a front-end loader (FEL). Each of four fingers has been designed with a capacity of 96,000 dt ore, sufficient for 14 days of feed. Based on the disparity between the primary crusher (1,265 t/h) and the excavator (2,080 t/h), the proportion of direct tip into the primary crusher is estimated to be approximately 60%.
A total of 295 Mt of oxide overburden requires pre-stripping to expose the ore within the Fresh BIF rock units. A further 328 Mt of fresh waste rock will be mined over the life of the operation. The waste material will be stored in three external waste dumps designed to a maximum height of 60 m.
The overall strategy for haul road design was for a central road linking the Moonshine and Moonshine North pits. The ROM pad was located close to the centre of mass between the two pits, with the waste dumps branched of the main haulage corridor providing flexibility for dumping of waste material.
Prior to commencement of mining, the disturbed areas will be cleared and the topsoil removed and stored in various stockpiles around the site. These have been strategically located to minimise haulage distances both during stripping and when reclaimed for rehabilitation of the waste rock dumps. The topsoil locations are shown in the general site layout plan, Figure 4.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/8f023ed9-5fbc-40e9-b87f-b25c63d1cdb2
Mine Production Schedule
Pre-production required a total of 28.1 Mt mined over an 11-month period comprising mostly oxide waste from Stage 1 with 164 Kt ore stockpiled for processing. The peak mining rate of approximately 43 Mt/year utilising 3 excavators is reached in year 2 and maintained for 14 years. The mining rate is reduced to two excavators for 7 years before reducing to a single excavator for the final 5 years of operation. Figure 5 illustrates the oxide pre-strip and fresh waste movements compared to the ore mined to the ROM pad for processing or to stockpile for blending.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/51153f82-35ca-48a9-ba87-db921e742ed3
The Contract mining operation will be conducted with two 12-hours shifts per day. Both Owners and Contractors management, technical and support personnel will work a 10-hour day shift. All personnel will be sourced from either Perth or Kalgoorlie on fly-in fly-out basis.
The operation will require a total fleet of 42 mining units comprised of three primary 350t excavators, eighteen 180t dump trucks, five dozers, two graders, two water carts, five drills, a wheel dozer, a small excavator for ancillary work, two large Front-end loaders, 2 trucks for rehandle and a single RC rig. Manning levels will vary over the life of mine peaking at 307 personnel, including 38 Owners staff and 13 Contractor staff.
8. Mineral Processing and Metallurgical Testing
A metallurgical drilling programme collected HQ sized core and split the core for assays and Davis Tube testwork. Half core was available for testing. As core was limited, sample selection focussed on maximising the inclusion of mineralised ore, whilst also including diluting intervals not rejectable by selective mining. The interval considered was a half bench height of six metres.
The composite details are provided in Table 4.
Table 4. Testwork composite details
Prospect | Hole Identification | Core Selected at BV | Sample Mass (kg) | ||
Start | End | m | |||
Moonshine | LGDD_006 | 144.0 | 265.0 | 121.0 | 965 |
Moonshine | LGDD_066 | 83.7 | 165.3 | 81.6 | 407 |
Moonshine | LGDD_067 | 69.0 | 135.6 | 66.6 | 332 |
Moonshine | LGDD_068 | 83.0 | 193.5 | 110.5 | 551 |
Moonshine | LGDD_069 | 88.0 | 115.0 | 27.0 | 135 |
Moonshine | LGDD_070 | 88.0 | 132.8 | 44.8 | 223 |
Moonshine | LGDD_070 | 143.0 | 152.4 | 9.3 | 47 |
Moonshine | LGDD_070 | 166.0 | 173.5 | 7.5 | 37 |
Moonshine | LGDD_072 | 56.3 | 117.2 | 61.0 | 304 |
Moonshine | LGDD_073 | 110.4 | 140.9 | 30.6 | 152 |
Moonshine | LGDD_073 | 200.0 | 269.7 | 69.7 | 347 |
Moonshine | LGDD_023 | 101.1 | 198.7 | 97.6 | 973 |
Moonshine Total | 630 | 4473 | |||
Moonshine North | LGDD_071 | 81.8 | 162.0 | 80.2 | 400 |
Moonshine North | LGDD_074 | 47.1 | 71.0 | 23.9 | 119 |
Moonshine North | LGDD_074 | 80.7 | 98.9 | 18.2 | 91 |
Moonshine North Total | 122 | 610 | |||
The magnetite testwork core drillhole locations are shown in Figure 6.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/dccc3818-70b8-4177-896e-afd6add0c85f
The testwork was performed at the Bureau Veritas Laboratory (BV) in Canning Vale, Western Australia, an ISO9001 certified Laboratory.
There were two test plans developed, one for magnetic separation and one for high pressure grinding rolls (HPGR) testwork. The test plans are described in full in the Feasibility Study Technical Report.
Head Assays
The composite head assays for Moonshine and Moonshine North are presented in Table 5 and a summary of the test work is presented in Table 6.
Table 5. Composite head assays
Composite | Fe | SiO2 | Al2O3 | P | S | LOI-1000 |
% | % | % | % | % | % | |
Moonshine Actual | 30.7 | 50.3 | 0.37 | 0.04 | 0.56 | -0.12 |
Moonshine Expected | 30.1 | |||||
Moonshine North Actual | 32.8 | 47.4 | 1.03 | 0.05 | 1.21 | 0.68 |
Moonshine North Expected | 32.7 | |||||
Note: Hole 23 assays not included in Moonshine calculations, as they were unavailable. | ||||||
Table 6. Test work summary
Testwork | Unit | Moonshine | Moonshine North |
Head Assays | |||
Assay Fe Grade | % | 30.7 | 32.8 |
SiO2 Grade | % | 50.3 | 47.4 |
Al2O3 Grade | % | 0.37 | 1.03 |
P Grade | % | 0.04 | 0.05 |
S Grade | % | 0.56 | 1.21 |
LOI Grade | % | -0.12 | 0.68 |
In Situ SG | 3.46 | 3.46 | |
Concentrate BD Unconsolidated | t/m3 | 1.88 | 1.95 |
Concentrate BD Consolidated | t/m3 | 2.39 | 2.48 |
Abrasion Index | 0.58 | 0.53 | |
BWI @ 75 µm | kWh/t | 13.5 | 14.9 |
BWI @ 125 µm | kWh/t | 13.5 | 14.9 |
SMC A*b | 37.6 | 38.7 | |
DTR @ 38 µm Fe Grade | % | 65.0 | 65.7 |
SiO2Grade | % | 12.7 | 8.5 |
Mass recovery | % | 40.9 | 43.7 |
HPGR | |||
Press Force | N/mm2 | 4.1 | |
Total Throughput | t/h | 38.6 | |
-2.8 mm in centre sample | % | 51.4 | |
-2.8 mm generated | dtph | 19.8 | |
Specific throughput | (t/h)/(m³/s) | 259.3 | |
Specific power input | kWh/t | 2.1 | |
Predicted recirculating load | % | 116 | |
Predicted power input (of product) | kWh/t | 4.54 | |
Magnetic Separation | |||
Coarse Cobbing at -6 mm | |||
Mass Recovery | % | 83.9 | 74.8 |
Fe Grade | % | 32.5 | 38.6 |
SiO2Grade | % | 45.9 | 41.3 |
S Grade | % | 0.36 | 1.08 |
BBWi Of CC Product @ 125 µm | kWh/t | 12.8 | 13.3 |
Single Stage LIMS @ 212 µm | |||
Mass Recovery | % | 66.5 | 57.6 |
Fe Grade | % | 42.5 | 46.6 |
SiO2Grade | % | 37.0 | 31.5 |
Al2O3Grade | % | 0.14 | 0.20 |
P Grade | % | 0.043 | 0.049 |
S Grade | % | 0.52 | 0.81 |
2 stage LIMS @ 106 µm | |||
Mass Recovery | % | 51.8 | 45.8 |
Fe Grade | % | 52.3 | 55.6 |
SiO2Grade | % | 24.7 | 20.0 |
Al2O3Grade | % | 0.10 | 0.16 |
P Grade | % | 0.030 | 0.036 |
S Grade | % | 0.22 | 0.69 |
2 stage LIMS @ 38 µm | |||
Mass Recovery | % | 43.6 | 37.7 |
Fe Grade | % | 61.3 | 64.3 |
SiO2Grade | % | 13.6 | 9.4 |
Al2O3Grade | % | 0.05 | 0.07 |
P Grade | % | 0.020 | 0.022 |
S Grade | % | 0.19 | 0.60 |
Reverse Flotation | |||
Mass Recovery | % | 35.3 | 32.3 |
Fe Grade | % | 68.3 | 68.2 |
SiO2Grade | % | 4.2 | 3.9 |
Al2O3Grade | % | 0.04 | 0.07 |
P Grade | % | 0.018 | 0.019 |
S Grade | % | 0.19 | 0.54 |
Tailings Thickening | |||
Solids Loading | t/hr m2 | 1.5 | 1.5 |
Flocculant dosage | gpt | 20 | 10 |
Flocculant | Magnafloc 155 | Magnafloc 155 | |
Overflow Clarity | mg/L | 140 | 130 |
Underflow density | % solids w/w | 63 | 64 |
Diameter @ 691 dtph | m | 25 | 25 |
Tailings Filtration | |||
Pressure Filter | |||
Filtration Rate | kgDS/m2 h | 305 | 358 |
Cake moisture | % solids w/w | 11.4 | 11.8 |
Filtrate clarity | ppm | 280 | 110 |
Vacuum Filter | |||
Filtration Rate | kgDS/m2 h | 394 | 746 |
Cake moisture | % solids w/w | 16.1 | 17.0 |
A discussion of the results alongside the resource model, led to the project product being defined as below. If this specification is found to be unsuitable, due to the high sulphur content, further work will be needed to address the issue.
Table 7. Project product specification
Fe % | Al2O3% | SiO2% | P % | LOI % | S % |
66.1 | 0.10 | 4.9 | 0.02 | -2.7 | 0.6 |
9. Recovery Methods
In order to produce 3.0 Mtpa (dry basis) of concentrate, assuming a weight recovery of 31%, 10 Mtpa of feed to the process would be required. Two stages of conventional crushing would crush the ore to a size suitable for feed to a High-Pressure Grinding Rolls (HPGR) unit. The fine ore grinding section contains two streams in parallel each containing two stages of mills, with Low Intensity Magnetic Separation (LIMS) units after each stage. This is followed by reverse flotation and a final LIMS stage. The final concentrate moisture is reduced by pressure filtration allowing stockpiling and transport by truck.
A flowsheet for the operation is shown below.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/6207e2eb-6e8c-431d-b29d-78e512bdaf7c
10. Product Logistics
The logistics chain includes road haulage along a private haul road utilising triple road-trains with side tip trailers, stockpiling at the rail siding, rail transport with rotary tippling wagons to the Port of Esperance, unloading by a rail car dumper, stockpiling in a covered shed, reclaim by FEL and loading onto ships via the number 3 berth ship loader. The following section describes the logistics path in more detail.
Road Haulage
The responsibility for transporting product from the mine product stockpile to the rail siding will be contracted out to a specialist long haul contractor with the benefits of offsetting capital expenditure, better haulage efficiencies and reduced operational costs. The services include all vehicles, plant, equipment and offices necessary for the provision of the services. The contractor will also have responsibility for stockpile management and train loading at the rail siding.
Rail Loading
A dedicated rail loop and product loading facility is planned south of the Project to manage the transfer of product from road transport to rail transport. An overview of the loop is shown in Figure 8. The proposed 4.6 km rail loop ties into the Eastern Goldfields Railway (EGR) at the 541 km chainage mark on the main line.
Train loading will be conducted by two front end loaders loading at a rate of approximately 2000 tph.
Rail Logistics
The rail line from the rail siding to Esperance is approximately 488 km of standard gauge rail suitable for bulk ore wagon transport. This rail is managed by Arc Infrastructure (Arc) under a lease agreement with the Western Australia Government. Arc Infrastructure is owned by global asset management company, Brookfield Infrastructure Partners and operates the rail under an open access regime.
Indicative pricing for rail access has been provided by Arc inclusive of capital upgrades. Should capacity become available due to a decrease in rail paths by other operators, updated pricing will be obtained that should deliver a reduction in rail tariffs.
Proposals were sought from above rail operators to transport the magnetite concentrate from the rail loop to the car dumper at the Esperance port.
The preferred solution for the Project is a “full service” arrangement. Under this arrangement the rail operator will be responsible for providing the rail consists (providing the locomotives and procurement of the wagons), rail operations and rail maintenance (inclusive of storing spare wagons). To meet the production rate for the project the rail operator will need to provide a maximum of seven services a week based on a train configuration of three locomotives and 126 wagons (9,387 T payload).
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/04dfd819-d897-486e-940d-68001911e97d
Port
The preferred port, with a direct connection to the existing Eastern Goldfields Railway, is the Port of Esperance operated by Southern Ports Authority (SPA) (Figure 9).
Berth 3 is currently utilised for all iron ore shipments. Existing iron ore export capacity through the Port of Esperance is 11.8 Mtpa, with export in the 2020/2021 financial year around 10 Mtpa. Berth 3 is capable of handling Cape class vessels up to 200,000 dwt, plus fully loaded Panamax class vessels up to 75,000 dwt. The design depth of Berths 1 and 2 is 14.6 m, Berth 3 and the inner channel are 19.1 m, the middle channel is 19.5 m and the outer channel is 19.9 m.
To facilitate export from the Port of Esperance, new storage infrastructure is required to store the magnetite concentrate. Existing rail unloading facilities, expected to have adequate capacity, will be utilised to unload rotary car wagons and direct product to the storage shed. Reclaim of material from the storage shed will be managed by SPA contractors with ship loading via the existing outload circuit and Berth 3 ship loader.
The Feasibility Study also considered an alternate case should rail unloading capacity be unavailable. Under this scenario a new rotary car dumper would be constructed at the port in addition to a rail loop to allow a full consist to enter the port. Engineering studies were completed and costs developed for the development. However, given recent reductions in iron ore throughput at the port, the Company considers sufficient capacity is likely to exist and therefore, the base case assumes access to existing facilities. The development scenario is presented in detail in the Feasibility Study report.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/852740e1-6569-480a-bfef-b5c8692ee250
11. Non-Process Infrastructure
Power
40 MW of power supply will be required for the Project inclusive of the magnetite process plant and supporting non-process infrastructure.
Enquiries were made to vendors to determine the cost of power, optimal level of renewable penetration and the preferred contracting strategy. The recommended solution was a BOO contracting strategy with installed capacity of 48 MW (24 x 2 MW – including redundancy) of natural gas reciprocating engines, 40 MW Battery Energy Storage System (BESS) and 60 MW of solar panels resulting in a renewable penetration of 33%. The location of the solar farm in relation to the plant is shown in Figure 10.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/6c76a045-db7f-47f1-b07c-fa62eec54661
Water Supply
The total annual water requirement for the Project is estimated to be 4 Gl, supporting a mineral processing facility operating at a nominal 3.0 Mtpa run rate along with all associated non-process infrastructure (excluding the port) and dust suppression.
To develop an understanding of both the hydrogeology and water quality within the area, a specialist hydrogeological consultant, Rockwater, was engaged to undertake an initial desktop assessment. This was followed by an airborne electromagnetic geophysical survey to further assess groundwater availability and quality within the identified paleodrainage systems adjacent to the Project.
The Rockwater studies concluded that, subject to completing a comprehensive drilling and testing program, water supplies for the Project should be available from the paleodrainage systems in the Project area.
A bore field will be constructed to source water to supply the Project’s construction and subsequent process and potable water requirements. Project estimates indicate 26 fully equipped bores will be required to meet the Project water demand of 466 kL/h, based on nominal flow rates of 5 L/sec.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/9242c115-dffa-4107-8ad6-74e992c533b5
Accommodation
Due to the location of the Lake Giles Project, accommodation is required to support the construction and operation of the mine.
It is estimated that a 720-room camp would be the peak size required to support both the construction and operation of the Project. Initially, the camp would accommodate the mining contractor for pre-strip operations and the mine construction contractors for a period of approximately one year.
Based on availability at the time of construction of the village, it is envisaged that 280 rooms will be leased for the duration of the construction with the remaining 440 rooms owned by Macarthur.
Airport
With most of the workforce for construction and operations expected to be sourced from Perth (only a small percentage of the workforce is expected to commute from Kalgoorlie) it is proposed to construct an airport to reduce the commute times between the site and the closest public airport (Kalgoorlie-Boulder Airport).
The proposed airport will be located approximately 2km south of the camp and was chosen as the preferred site due to geotechnical and hydrological conditions, topography, proximity to the camp / mine (Figure 12).
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/406fcd85-1794-47fe-9372-26c64bfa5d1f
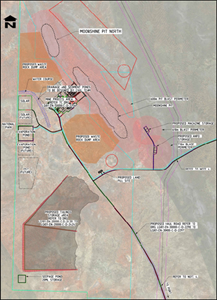
12. Tailings Storage Facility
The current development proposal for the Project is for open cut mining of the Moonshine and Moonshine North deposits at the rate of 9.68 Mtpa, yielding 3 Mtpa (dry tonnes; dMtpa) of magnetite ore over a period of 25 years. Of the 6.68 Mtpa of waste material, a total of 1.18 Mtpa will report as dry tailings from the low intensity magnetic separators (LIMS) process to be trucked to the mine waste stockpiles and 5.5 dMtpa will be report as wet slurry tailings pumped to the tailings storage facility (TSF). Therefore, a total of 137.5 Mt of tailings (dry) will need to be stored at the tailings storage facility during the mines 25 year life.
The starter embankment will have sufficient capacity to store tailings until the third year of mining operations at such stage the embankment will need to be raised 5 m to an elevation of 452 m AHD. In the eighth year of operations the embankment will be raised to an elevation of 457m AHD and the final raise required for the life of the mine will be required in the fifteenth year to an elevation of 462 m AHD.
The location of the TSF in relation to the mine is shown in Figure 13.
A photo accompanying this announcement is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/a2adf484-36a8-45b2-bccb-52711363c9b0
13. Marketing and Pricing
The forward iron ore price adopted for the Lake Giles Iron Project in this Report is based on the Company’s assessment of published consensus pricing, forecasts derived directly from steel mills, various analyst reports and a comparison of historical analyst forecasts against actual pricing over time.
A long-term CFR China sales price of USD131.40/dtmu for Macarthur’s 66.1% Fe concentrate product specification has been adopted, based on forecast pricing for 62% Fe CFR China of USD99/dtmu through to 2050 with an adjustment for grade and a magnetite premium. This is expected to result a realised free on board (FOB) sales price of USD120.30/dtmu after shipping and marketing costs.
14. Costs and Financial Analysis
Operating Costs
Operating costs for mining have been developed from contractor rates and in-house estimates. Processing and crushing costs were provided by the Feasibility Study engineering consultant based on feasibility level engineering studies for the processing plant and supporting infrastructure. Product logistics encompassing road, rail and port operations were sourced from budget quotations from haulage operators and asset infrastructure owners. Site operating costs total AUD 101.05/dmtu FOB (USD 71.74/dmtu) and summarised in Table 8. Operating costs inclusive of WA State royalties total AUD109.56/dmtu FOB (USD 77.79/dmtu) calculated against the base case sales price of USD 131.40/t.
Table 8. Summary of operating cost ($/t concentrate)
Area | USD/dmt | AUD/dmt |
Mining | 26.08 | 36.73 |
Crushing & Processing | 22.41 | 31.56 |
Logistics | 21.25 | 29.93 |
General & Administration | 2.00 | 2.82 |
Total operating costs | 71.74 | 101.05 |
Capital Costs
Capital cost estimates were completed at a Feasibility Study level estimate with an expected accuracy range of between +/-10% to +/-15% (AUSIMM Class 3), based on engineering to 25% definition.
The Project capital cost is estimated at AUD801m (USD568.8m) with an additional AUD61.6m (USD43.8m) in pre-production mining costs. Capital breakdown is summarised in Table 9.
Table 9. Summary of direct & indirect capital costs
Area | USDm | AUDm |
DIRECTS | ||
Facilities process plant | 11.6 | 16.4 |
Process plant | 227.6 | 320.5 |
Product transport logistics | 36.5 | 51.4 |
Port storage & ship loading | 24.2 | 34.0 |
Infrastructure & headworks | 72.0 | 101.3 |
General and administration | 1.3 | 1.8 |
Total direct costs | 373.1 | 525.5 |
INDIRECTS | ||
Construction Indirects | 83.6 | 117.8 |
EPCM | 52.2 | 73.5 |
Spares & Commissioning | 4.8 | 6.8 |
Freight | 11.2 | 15.7 |
Contingency | 43.9 | 61.9 |
Total indirect costs | 195.7 | 275.7 |
Total Direct & Indirects | 568.8 | 801.1 |
MINE DEVELOPMENT | ||
Capitalised pre-strip | 43.8 | 61.6 |
TOTAL PROJECT CAPITAL | 612.5 | 862.7 |
Project Economics
A full financial model has been developed for the Feasibility Study inclusive of capital and operating costs, taxes, and State royalties payable at 5% of FOB sales price. The model uses constant (real, non-inflated) 2021 AU dollars for operating and capital costs with shipping and iron ore sales in US dollars with cash flows modelled in monthly periods. The Project valuation was based on a discounted cashflow analysis. The key assumptions and financial outcomes are summarised in Table 10.
At a 6% discount rate, the model reports a pre-tax NPV of AUD816m (USD579.4m) with an IRR of 13%. After tax the NPV is AUD443m (USD314.5m) with an IRR of 10.1%.
Table 10. Summary of Project Economics
Production | ||
Ore mined | 236.6 Mt | |
Waste mined | 624.9 Mt | |
Total mined | 861.5 Mt | |
Strip ratio | 2.64 | |
Concentrate produced | 74 Mt | |
Concentrate iron grade | 66.1 | |
Plant recovery | 31% | |
Financials | AUDm | USDm |
Sales revenue | 12,614 | 8,956 |
Operating Expenses | 8,116 | 5,672 |
Initial Capital Expenditure | ||
Construction capex | 801.1 | 568.8 |
Mining overburden pre-strip | 61.6 | 43.8 |
Total initial capital | 862.7 | 612.5 |
Future Capital Expenditure | ||
Sustaining capital | 203 | 144.1 |
Deferred capital - Tailings | 39.8 | 28.3 |
Capitalised non-operational waste mining | 355.7 | 252.5 |
Total future capital | 598.0 | 424.6 |
Closure Expenditure | ||
Closure and rehabilitation | 58.2 | 41.3 |
Total Operating Cash Flows | 3,625 | 2574 |
Taxes & Royalties | ||
Tax paid | 873 | 620 |
Royalties | 631 | 435 |
Valuation | AUDm | USDm |
NPV (6%) Pre-tax | 816 | 579 |
NPV (6%) Post-tax | 443 | 314 |
IRR Pre-tax | 13.0% | - |
IRR Post-tax | 10.1% | - |
15. Project Sensitivities
Sensitivity analysis was undertaken on key economic inputs including:
Iron ore price
Capital costs
Operating costs – individually and cumulative
Discount rate
The Project NPV is most sensitive to iron ore pricing, followed by the exchange rate and then operating costs. When viewing the operating costs by main cost areas, NPV is most sensitive to mining costs followed equally by processing and logistics. Project NPV is least sensitive to capital cost.
The NPV sensitivities are shown in Tables 11 to 14 for +/- 10% and 20% variations in the above key factors. Further sensitivity analysis was performed for the base case scenario using a discount rate between 6% and 10% (Table 15). All amounts are shown in AU dollars.
Table 11. Pre-tax NPV sensitivity analysis on key economic factors
AUD | |||||
Metric | -20% | -10% | Base Case | 10% | 20% |
Iron ore price FOB | -370 | 223 | 816 | 1,409 | 2002 |
Capex | 968 | 892 | 816 | 740 | 665 |
Opex | 1568 | 1192 | 816 | 440 | 64 |
FX | 2180 | 1422 | 816 | 320 | -93 |
Table 12. Post-tax NPV sensitivity analysis on key economic factors
AUD | |||||
Metric | -20% | -10% | Base Case | 10% | 20% |
Iron ore price FOB | -398 | 25 | 443 | 861 | 1277 |
Capex | 574 | 508 | 443 | 378 | 313 |
Opex | 979 | 711 | 443 | 175 | -94 |
FX | 1403 | 870 | 443 | 94 | -199 |
Table 13. Pre-tax NPV sensitivity analysis of operating cost areas
AUD | |||||
Metric | -20% | -10% | Base Case | 10% | 20% |
Mining | 1136 | 976 | 816 | 656 | 497 |
Processing | 1028 | 922 | 816 | 710 | 604 |
Logistics | 1018 | 917 | 816 | 715 | 615 |
Table 14. Pre-tax NPV sensitivity analysis of operating cost areas
AUD | |||||
Metric | -20% | -10% | Base Case | 10% | 20% |
Mining | 675 | 559 | 443 | 328 | 212 |
Processing | 593 | 518 | 443 | 369 | 294 |
Logistics | 585 | 514 | 443 | 372 | 302 |
Table 15. NPV sensitivity analysis against discount rate
AUD | ||
Discount rate | Pre-Tax | Post-Tax |
6% | 816 | 443 |
7% | 635 | 305 |
8% | 482 | 189 |
9% | 353 | 91 |
10% | 243 | 8 |
16. Project Funding
Subject to the qualifications below, the Company believes there is a reasonable basis to assume the necessary funding for the Project can be obtained and when required. The Company has been able to raise funding to date for its exploration and development in order to progress the Project.
The Company intends engaging with debt and equity capital providers in parallel with release of the Feasibility Study and the pursuit of project approvals. The positive outcomes delivered by the Feasibility Study are expected to provide confidence to the Board in the ability of the Company to fund the development of the Lake Giles Iron Project via conventional mining project financing methods, but the normal risks for the raising of capital will apply to the Company, such as the state of equity capital and debt markets, the status of approvals required to advance the Project and the price of iron ore.
Whilst the Company believes that it has reasonable grounds based upon the results of the Feasibility Study to secure the required funding, there is no assurance that the project will proceed as described or that funding will be available. It is possible that Macarthur could pursue other ‘value realisation’ strategies apart from conventional financing methods such as a partial sale or joint venture of the project. If it does, then this could reduce dilutionary impacts for existing shareholders and improve the Company’s overall prospects for project funding.
17. Regulatory Approvals, Government and Stakeholder Engagement
An environmental impact assessment is required to obtain environmental approval for development. The Company has commenced the scoping process to identify the key environmental risks and level of survey to be undertaken. The Company has mapped out an approval pathway and schedule for the primary and secondary approvals required and intends to commence desktop and baseline surveys at the conclusion of the feasibility study. The Company has previously gained EPA approval for its adjacent hematite project and is not aware of any major environmental obstacles that would prevent approval of the Project.
18. Next Steps
Following completion of the Feasibility Study, the Company now intends to undertake further work in parallel with the advancement of project approvals, to further optimise the project ahead of the commencement of detailed front end engineering design work.
This report has been authorised for release to the market by the Board of Directors.
For further information contact:
Andrew Bruton
Chief Executive Officer
+61 7 3221 1796
References TSXV Announcements:
TSXV Press Release filed 11 August 2020, titled “Moonshine Magnetite Resource Upgrade”.
TSXV Press Release filed 15 March 2022, titled “Maiden Mineral Reserve for Lake Giles Magnetite Project totals 237 million tonnes supporting a 25-year mine life”.

